
Посадки
Важность правильной посадки
Если подшипник качения с внутренним кольцом посажен на вал только с натягом, может возникнуть опасное кольцевое скольжение между внутренним кольцом и валом. Это скольжение внутреннего кольца, которое называется "проскальзыванием", приводит к кольцевому сдвигу кольца относительно вала, если посадка с натягом недостаточно тугая. Когда возникает проскальзывание, подогнанные поверхности становятся шероховатыми, вызывая износ и значительное повреждение вала. Ненормальный нагрев и вибрация могут также возникнуть из-за абразивных металлических частиц, проникающих внутрь подшипника.
Важно предотвратить проскальзывание, надёжно закрепив с достаточным натягом то кольцо, которое вращается, либо к валу, либо в корпусе. Проскальзывание не всегда можно устранить посредством осевого затягивания через наружную поверхность кольца подшипника. однако, как правило, нет необходимости обеспечивать натяг колец, подвергающихся только статическим нагрузкам. Посадка иногда делается без какого-либо натяга как внутреннего, так и наружного кольца, чтобы приспособиться к определённым рабочим условиям, либо чтобы способствовать установке и разборке. В этом случае для предотвращения повреждения пригоночных поверхностей вследствие проскальзывания, следует рассмотреть смазывание или другие применимые методы.
Условия нагрузки и посадки
| Приложение нагрузки | Работа подшипника | Условия нагрузки | Посадка | ||
| Внутреннее кольцо | Наружное кольцо | Внутреннее кольцо | Наружное кольцо | ||
| Вращательная | Статическая | Вращательная нагрузка на внутреннее кольцо, статическая нагрузка на внешнее кольцо | Посадка с натягом | Свободная посадка | |
 |
Статическая | Вращательная | |||
 |
Статическая | Вращательная | Вращательная нагрузка на внешнее кольцо, статическая нагрузка на внутреннее кольцо | Свободная посадка | Посадка с натягом |
 |
Вращательная | Статическая | |||
| Направление нагрузки не определяется из-за изменения направления или несбалансированной нагрузки | Вращательная или статическая | Вращательная или статическая | Посадка с натягом | Посадка с натягом | |
Посадки между радиальными подшипниками и отверстиями корпуса
| Условия нагрузки | Примеры | Допуски для отверстий корпусов | Осевое смещение наружного кольца | Примечания | ||
| Неразъёмные корпуса | Большие нагрузки на подшипник в тонкостенном корпусе или тяжёлые ударные нагрузки | Ступицы автомобильных колёс (роликовые подшипники), подъёмный кран, рабочие колёса | Р7 | Невозможно | - | |
| Ступицы автомоюильных колёс (шарикоподшипники), вибрационные экраны | N7 | |||||
| Лёгкие или колеблющиеся нагрузки | Конвейерные ролики, канатные шкивы, натяжные шкивы | М7 | ||||
| Направление нагрузки не определено | Тяжёлые ударные нагрузки | Тяговые электродвигатели | ||||
| Неразъёмные или разъёмные корпуса | Нормальные или большие нагрузки | Насосы, коленвалы, коренные подшипники, средние и большие моторы | К7 | Обычно невозможно | Если не требуется осевое смещение наружного кольца | |
| Нормальные или лёгкие нагрузки | JS7 (J7) | Возможно | Осевое смещение наружного кольца необходимо | |||
| Нагрузки всех видов | Общее применение подшипников, железнодорожные осевые буксы | Н7 | Легко возможно | - | ||
| Нормальные или высокие нагрузки | Корпусные подшипники | Н8 | ||||
| Значительный подъём температуры внутреннего кольца в вале | Сушилки для бумаги | G7 | ||||
| Неразъёмные корпуса | Желательно точное функционирование при нормальных или лёгких нагрузках | Задние шарикоподшипники шлифовального шпинделя, шарнирные опоры высокоскоростного центробежного компрессора | JS6 (J6) | Возможно | Для больших нагрузок используетс более плотная посадка, чем К. Когда требуется высокая точность, для посадки следует использовать очень строгие допуски | |
| Направление нагрузки не определено | Передние шарикоподшипники шлифовального шпинделя, неподвижные подшипники (опоры) высокоскоростного центробежного компрессора | К6 | Обычно невозможно | |||
| Желательно точное функционирования и высокая жёсткость при колеблющихся нагрузках | Цилиндрические роликовые подшипники для шпинделя металлорежущего станка | M6 или N6 | Невозможно | |||
| Требуется минимальный уровень шума | Бытовая техника | Н6 | Легко возможно | - | ||
Примечания к таблице:
- Настоящая таблица применима к чугунным и стальным корпусам. Для корпусов, сделанных из лёгких сплавов, посадка должна быть плотнее, чем в данной таблице.
- Не применимо для специальных посадок.
Посадки между радиальными подшипниками и валами
| Условия нагрузки | Примеры | Диаметр вала, мм | Допуск вала | Примечания | |||
| Шарикоподшипники | Цилиндрические и конические роликовые подшипники | Сферические роликовые подшипники | |||||
| РАДИАЛЬНЫЕ ПОДШИПНИКИ С ЦИЛИНДРИЧЕСКИМИ ОТВЕРСТИЯМИ | |||||||
| Желательно лёгкое осевое смещение внутреннего кольца на валу | Колёса на статичных осях | Все диаметры валов | g6 | Использование g5 и h5 там, где требуется точность. В случае крупных подшипников, можно использовать f6 для лёгкого осевого движения | |||
| Лёгкое осевое смещение внутреннего кольца на валу не требуется | Натяжные шкивы, канатные шкивы | h6 | |||||
| Вращательная нагрузка на внутреннее кольцо или неопределённое направление нагрузки | Электрические бытовые приборы, насосы, вентиляторы, транспотные средства, прецизионные станки, металлорежущие станки | <18 | - | - | js5 | - | |
| 18-100 | <40 | - | js6 (j6) | ||||
| 100-200 | 40-140 | - | k6 | ||||
| - | 140-200 | - | m6 | ||||
| Нормальные нагрузки | Общее применение подшипников, средние и крупные моторы, турбины, насосы, коренные подшипники двигателя, редукторы, деревообрабатывающие станки | <18 | - | - | js5 (j5-6) | k5 и m6 можно использовать для однорядных конических роликовых подшипников и однорядных радиально-упорных подшипников вместо k5 и m5 | |
| 18-100 | <40 | <40 | k5-6 | ||||
| 100-140 | 40-100 | 40-65 | m5-6 | ||||
| 140-200 | 100-140 | 65-100 | m6 | ||||
| 200-280 | 140-200 | 100-140 | n6 | ||||
| - | 200-400 | 140-280 | p6 | ||||
| - | - | 280-500 | r6 | ||||
| - | - | свыше 500 | r7 | ||||
| Высокие нагрузки или ударные нагрузки | Железнодорожные осевые втулки, промвшленные транспортные средства, тяговые электродвигатели, сооружения, оборудование, дробильные установки | - | 50-140 | 50-100 | n6 | Внутренний зазор подшипника должен быть больше, чем CN | |
| - | 140-200 | 100-140 | p6 | ||||
| - | свыше 200 | 140-200 | r6 | ||||
| - | - | 200-500 | r7 | ||||
| Только осевые нагрузки | Все диаметры вала | js6 (j6) | - | ||||
| РАДИАЛЬНЫЕ ПОДШИПНИКИ С КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И ВТУЛКАМИ | |||||||
| Все виды нагрузок | Общее применение подшипников, железнодорожные буксовые узлы | Все диаметры валов | H9/IT5 | IT5 и IT7 означают, что отклонение вала от его истинной геометрической формы, например, круглой или цилиндрической, должно быть в пределах допусков IT5 и IT7 соответственно | |||
| Трансмиссионные валы, шпиндели деревообрабатывающего оборудования | H10/IT7 | ||||||
Примечание: Данная таблица применима только к валам из твёрдой стали.
Выбор правильной посадки, обеспечение требуемой чистоты и значения допусков размеров поверхностей под подшипники является ключевым фактором, обеспечивающим долговечность, надежность механизмов.
Правильная посадка – важнейшее условие работоспособности подшипников.
Исходя из особенностей работы подшипника, кольцо, которое вращается должно закрепляться на опорной поверхности неподвижно, с натягом, а неподвижное кольцо садиться в отверстие с минимальным зазором, относительно свободно.

Установка с натягом вращающегося кольца не дает ему проворачиваться, что могло бы привести к износу опорной поверхности, контактной коррозии, разбалансировке подшипников, развальцовке опоры, чрезмерному нагреву. Так, в основном, выполняется посадка подшипника на вал, который работает под нагрузкой.
Для неподвижного кольца небольшой зазор даже полезен, а возможность проворота не чаще одного раза за сутки делает износ опорной поверхности более равномерным, минимизирует его.

Основные термины
Рассмотрим подробнее основные термины и понятия, определяющие посадки подшипников. Современное машиностроение основано на принципе взаимозаменяемости. Любая деталь, изготовленная по одному чертежу должна устанавливаться в механизм, выполнять свои функции, быть взаимозаменяемой.
Для этого чертеж определяет не только размеры, но и максимальные, минимальные отклонения от них, то есть допуски. Значения допусков стандартизованы единой системой для допусков, посадок ЕСДП, разбиты по степеням точности (квалитетам), приводятся в таблицах.

Их также можно найти в первом томе Справочника конструктора-машиностроителя Анурьева, и ГОСТах 25346-89, а также 25347-82 или 25348-82.
Согласно ГОСТ 25346-89 определены 20 квалитетов точности, но в машиностроении обычно используются с 6 по16. Причем, чем ниже номер квалитета, тем выше точность. Для посадок шарико и роликоподшипников актуальны 6,7, реже 8 квалитеты.
В пределах одного квалитета размер допуска одинаков. Но верхнее и нижнее отклонение размера от номинала расположены по-разному и их сочетания на валах и отверстиях образуют различные посадки.
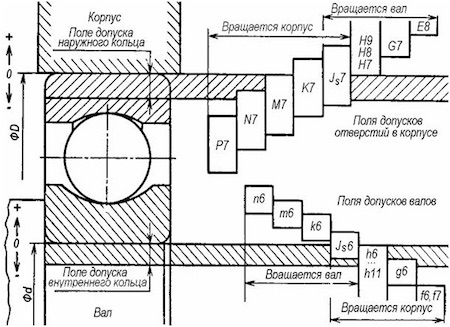
Существуют посадки обеспечивающие гарантию зазора, натяга и переходные, реализующие как минимальный зазор, так и минимальный натяг. Посадки обозначают латинскими строчными буквами для валов, большими для отверстий и цифрой, указывающей на квалитет, то есть степень точности. Обозначения посадок:
- с зазором a, b, c, d, e, f, g, h;
- переходных js, k, m, n;
- с натягом p, r, s, t, u, x, z.
По системе отверстия для всех квалитетов оно имеет допуск H, а характер посадки определяется допуском вала. Такое решение позволяет уменьшить количество необходимых контрольных калибров, инструмента режущего и является приоритетным. Но в отдельных случая используется система вала, в которой валы имеют допуск h, а посадка достигается обработкой отверстия. И именно таким случаем является вращение наружного кольца шарикоподшипника. Примером подобной конструкции могут служить ролики или барабаны натяжные конвейеров ленточных.

Выбор посадки подшипников качения
Среди основных параметров определяющих посадки подшипников:
- характер, направление, величина нагрузки, воздействующей на подшипник;
- точность подшипника;
- скорость вращения;
- вращение или неподвижность соответствующего кольца.
Ключевое условие, определяющее посадку – неподвижность либо вращение кольца. Для неподвижного кольца подбирается посадка с малым зазором и постепенное медленное проворачивание считается положительным фактором, уменьшающим общий износ, препятствующим местному износу. Вращающееся кольцо обязательно сажают с надежным натягом, исключающим проворот по отношению к посадочной поверхности.
Следующим важным фактором, которому должна соответствовать посадка под подшипник на валу или в отверстии, является вид нагружения. Различают три ключевых типа нагружения:
- циркуляционное при вращении кольца относительно постоянно действующей в одном направлении радиальной нагрузки;
- местное для неподвижного кольца относительно радиального нагружения;
- колебательное при радиальной нагрузке колеблющейся относительно положения кольца.

Согласно степени точности подшипников в порядке их увеличения соответствуют пяти классам 0,6,5,4,2. Для машиностроения при нагрузках невысокой и средней величины, например для редукторов, обычным является класс 0, который не указывается в обозначении подшипников. При более высоких требованиях к точности используется шестой класс. На повышенных скоростях 5,4 и только в исключительных случаях второй. Пример шестого класса 6-205.

В процессе реального проектирования машин посадка подшипника на вал и в корпус выбирается в соответствие с условиями работы по специальным таблицам. Они приведены в томе втором Справочника конструктора-машиностроителя Василия Ивановича Анурьева.

Для местного типа нагрузки таблица предлагает следующие посадки.

При условиях циркуляционного нагружения, когда радиальное усилие воздействует на всю дорожку качения, учитывают интенсивность нагружения:
Pr=(k1xk2xk3xFr)/B , где:
k1 – коэффициент перегрузки динамической;
k2 – коэффициент ослабления для полого вала или корпуса тонкостенного;
k3 – коэффициент, определяемый воздействием осевых усилий;
Fr – усилие радиальное.
Значение коэффициента k1 при перегрузках менее, чем в полтора раза, небольшой вибрации и толчках принимают равным 1, а при возможной перегрузке от полутора до трех раз, сильных вибрациях, ударах k1=1,8.
Значения k2 и k3 подбираются по таблице. Причем для k3 учитывают соотношение осевой нагрузки к радиальной, выраженное параметром Fc/Fr x ctgβ.

Соответствующие коэффициентам и параметру интенсивности нагружения посадки подшипников приведены в таблице.

Обработка посадочных мест и обозначение посадок под подшипники на чертежах.
Посадочное место под подшипник на валу и в корпусе должно иметь заходные фаски. Шероховатость посадочного места составляет:
- для шейки вала диаметром до 80 мм под подшипник класса 0 Ra=1,25, а при диаметре 80…500 мм Ra=2,5;
- для шейки вала диаметром до 80 мм под подшипник класса 6,5 Ra=0,63 а при диаметре 80…500 мм Ra=1,25;
- для отверстия в корпусе диаметром до 80 мм под подшипник класса 0 Ra=1,25, а при диаметре 80…500 мм Ra=2,5;
- для отверстия в корпусе диаметром до 80 мм под подшипник класса 6,5,4 Ra=0,63, а при диаметре 80…500 мм Ra=1,25.
На чертеже также указывают отклонение формы места посадки подшипников, торцовое биение заплечиков для их упора.
Пример чертежа, в котором указана посадка подшипника на валу Ф 50 к6 и отклонения формы.

Значения отклонений формы принимаются по таблице в зависимости от диаметра, который имеет посадка подшипника на валу либо в корпусе, точности подшипника.

На чертежах указывают диаметр вала и корпуса под посадку, например, Ф20к6, Ф52Н7. На сборочных чертежах можно просто указывать размер с допуском в буквенном обозначении, но на чертежах деталей желательно кроме буквенного обозначения допуска приводить и его численное выражение для удобства рабочих. Размеры на чертежах указываются в миллиметрах, а величина допуска в микрометрах.
В статье приведена технология восстановления посадочного места подшипника композитами Chester Molecular.
При зазорах до 0,25 мм
:
для предотвращения проворачивания подшипника применяются анаэробные клеи Chester Molecular.
Для восстановления посадочного места, разбитого более чем на 1мм по диаметру, применяются материалы для : Chester Metall Super, Chester Metall Super SL , Chester Metall Super Fe , Chester Metall Rapid
и Chester Metal Special
Рис 1. Износ посадочного места
Технология восстановления № 1

Технология восстановления № 2
Данная технология предназначена для восстановления посадочных мест подшипника в корпусе.Подбор композиционного материала
Ремонтный композиционный материал следует выбирать исходя из условий ремонта:
- для срочного ремонта - Chester Metall Rapid E [Честер Металл Рапид E]
- для обычного ремонта - hester Metall Super [Честер Металл Супер]
- для специального или сложного ремонта - Chester Metall Super SL [Честер Металл Супер SL] с длительным временем полимеризации
Технология ремонта
 Подготовка поверхности кондуктора
Подготовка поверхности кондуктора
Для формирования посадочного места подшипника необходимо использовать кондуктор (втулку), имеющий требуемый наружный диаметр и допуск на него. По возможности поверхность кондуктора изготовить с меньшей шероховатостью (отшлифовать или отполировать). На поверхности кондуктора недопустимы риски, задиры, рытвины. Подготовленную поверхность кондуктора, которая будет формировать поверхность посадочного места подшипника необходимо обработать разделительной жидкостью Chester Release Agent для предотвращения адгезионного контакта полимерного материала с поверхностью кондуктора. Разделительная жидкость наносится в два слоя. Рис. Первый слой тщательно втирается, второй наносится обильно. Кондуктор может быть разъемным (Рис. 4), состоящим из двух половинок, но при этом необходимо наличие разжимных устройств, прижимающих кондуктор к изношенной поверхности.

Рис. 4 Установка кондуктора
В качестве кондуктора может быть использован сам подшипник, поверхность которого также обработана разделительной жидкостью
Нанесение материала и установка кондуктора
- Подготовить полимерный материал в соответствии с инструкцией фирмы.
- Нанести тонким слоем на подготовленную поверхность и тщательно втереть его в микронеровности поверхности.
- Нанести слой полимерного материала толщиной, обеспечивающей полный контакт материала с поверхностью кондуктора, при этом небольшой объем полимерного материала следует нанести в центр износа
- Установить кондуктор в корпус (Рис 4) с нанесенным металллополимером так, чтобы он сформировал поверхность, выдавив излишки материала, которые следует удалить штапелем. Для обеспечения соосности можно использовать крепление кондуктора резьбовыми соединениями к боковым поверхностям корпуса или по другим цилиндрическим поверхностям.
- После окончания предварительной полимеризации материала кондуктор следует удалить.
Технология восстановления № 3
Ремонтный композиционный материал следует выбирать исходя из условий ремонта (См. технологию ремонта №2)
Подготовительные операции
 Подготовка посадочного места подшипника в корпусе
Подготовка посадочного места подшипника в корпусе
Очистить механическим способом поврежденное посадочное место от смазки и ржавчины. Механическую обработку можно проводить борфрезой. После механической обработки изношенная поверхность должна иметь шероховатость Ra 20 -40
Обезжиривание поверхности
После проведения операции механической подготовки поверхности следует очистить и обезжирить фирменным очистителем Chester F7 [Честер F7]
. Обезжиривание поверхности производится чистой ветошью, обильно смоченной очистителем. Промывание следует повторить несколько раз. Чистота поверхности контролируется чистой белой ветошью, смоченной очистителем - на белой ткани не должны оставаться следы
Установка центрирующего приспособления.
 Нанесение материала и установка подшипника на кондуктор
Нанесение материала и установка подшипника на кондуктор
- Обработать наружное кольцо подшипника шлифбумагой (зернистость № 400).
- Очистить и обезжирить поверхность подшипника очистителем Chester F7 [Честер F7]
- Нанести разделительную жидкость Chester Release Agent [Честер Разделительная жидкость] на поверхность подшипника и втереть ее ветошью в поверхность подшипника. Повторно нанести разделительную Рис.6 Установка приспособления жидкость на поверхность подшипника
- Подготовить полимерный материал в соответствии с инструкцией фирмы
- Нанести полимерный материал на обработанное наружное кольцо подшипника
- Полимерный материал нанести тонким слоем на подготовленную поверхность технологического отверстия и тщательно втереть его в микронеровности поверхности
- Нанести слой полимерного материала толщиной, обеспечивающей плотный контакт материала с поверхностью подшипника, при этом небольшой объем полимерного материала следует нанести в центр износа.
- Установить подшипник на приспособление в корпус с нанесенным металлополимером (рис 4) так, чтобы он сформировал поверхность, выдавив излишки материала, которые следует удалить шпателем
- После окончания предварительной полимеризации и набором материалом прочности для возможности проведения механической обработки (по данным фирменной инструкции) центрирующее приспособление снимается и осуществляется полная сборка агрегата.
Бывает, что подшипник в картере провернулся, его посадка в блоке двигателя или в картере какого то агрегата (коробки передач или заднего моста) ослабевает, и эксплуатировать автомобиль или мотоцикл с такой неисправностью нельзя, так как посадочное место подшипника ещё больше разобьётся. Такая неисправность может произойти от многократного или неправильного монтажа подшипника в отверстие (гнездо) картера, недостатка смазки (подшипник клинит и он проворачивается), или просто от неточного изготовления отверстия подшипника. И с такой неисправностью часто сталкиваются владельцы любого транспортного средства, или просто какого то станка или агрегата. Как легко избавиться от такой неисправности в домашних условиях, не имея гальванического оборудования, даже самого простого (для покрытия цинком) мы и рассмотрим в этой статье.
Конечно же можно нарастить диаметр наружной обоймы подшипника, если покрыть его хромом, или слоем цинка, и об этом я уже писал (почитать можно вот в ). Но для этого потребуется изготовить специальные заглушки (чтобы слой покрытия не попал на шарики, сепаратора и внутренние поверхности обойм), да и придётся повозиться с химреактивами.
В этой же статье, мы рассмотрим другой, ещё более простой способ наращивания наружного диаметра обоймы , который сможет осуществить как в своём гараже, так и в полевых условиях любой человек, даже школьник.
Для начала рассмотрим более распространённые традиционные методы восстановления разбитого посадочного отверстия в подшипнике, может кто то из новичков не знает о них и они кому то пригодятся. А уже после этого разберём более редкий способ, о котором большинство ремонтников не знает.
1 — картер, 2 — втулка, 3 — наружная обойма подшипника.
Так вот, если подшипник монтируется в картере какого то агрегата или его крышке, и посадочное отверстие разбито, то крышку закрепляют через планшайбу в токарном станке, а картер в кардинатно-расточном станке, и растачивают диаметр посадочного отверстия примерно на 3 — 4 мм и после этого запрессовывают в расточенное место ремонтную втулку, в которой внутренний диаметр немного больше (с припуском на чистовую обработку) и после завтуливания, растачивают внутренний диаметр втулки под диаметр наружной обоймы подшипника (см. рисунок 1).
Этот способ достаточно распространён, не смотря на то, что многим мастерам приходится искать кардинатно-расточной или токарный станок и изготавливать ещё и приспособление для точного закрепления детали. К тому же такой способ не подойдёт, если толщина металла стенки корпуса, после расточки станет тонкой и не обеспечит достаточной жёсткости отверстию подшипника. И многих это и останавливает, да и грамотного станочника не везде найдёшь.
Некоторые «мастера» пытаются вообще обойтись просто кернением посадочной поверхности, но вряд ли стоит надеяться, что такого «ремонта» хватит надолго, как правило на пару часов. Ведь обойма подшипника при таком способе будет лежать не на всей поверхности посадочного отверстия, а лишь на мизерных площадках (пупырышках), которые имеют мизерную площадь. Да и накерненные места быстро сминаются уже при монтаже подшипника (особенно в мягком алюминиевом картере), и обойма подшипника снова начинает болтаться и проворачиваться.
Наиболее доступные и эффективные способы ремонта, это когда увеличенное отверстие подшипника вообще не трогают, а занимаются лишь наращиванием толщины обоймы подшипника. И способов тут тоже несколько, это и напыление металла специальными установками, которые пока очень мало распространены, это и покрытие обоймы хромом, ну и более доступное в домашних условиях покрытие обоймы цинком, о котором я уже писал (ссылка выше в тексте).
Но существует ещё один малоизвестный, но очень простой способ наращивания размера любой круглой металлической детали, а в данном случае обоймы подшипника, который не сложно осуществить у себя дома, в гараже и даже в путешествии (на обочине дороги). Причём особой квалификации или какого то секретного мастерства не потребуется, и любой водитель, способный открыть капот на своей машине, справится с этой несложной операцией довольно легко, особенно если будет помогать помощник.
Принцип наращивания металла этим простым способом, основан на принципе работы контактной сварки. И для работы нам потребуется всего лишь пара рессор, например от Москвича или Волги, пара кусков толстого провода (подойдут кабели с зажимом «крокодил», для «прикуривания») ну и хорошо заряженный аккумулятор, или сварочный трансформатор (может подойти и мощное пуско-зарядное устройство).
1 — батарея, 2 — рессоры, 3 — подшипник, 4 — стол с подставками.
И чтобы нарастить диаметр наружной обоймы подшипника, этот подшипник нужно будет прокатывать между двух рессор, подключив к рессорам электрический ток (см. рисунок 3). И как я уже говорил, подойдут рессоры от наших отечественных машин, но если подшипник гораздо большего размера, например от грузовика, то и ширину рессор нужно подобрать пошире, от того же грузовика (можно найти старые рессоры на пунктах приёма металлолома, или в автохозяйствах).
Длинна рессор тоже зависит от диаметра подшипника, но как правило хватает длины одной рессоры около метра, а вторую можно отрезать до полуметра (так будет удобнее работать). Соединяем каждую рессору кабелем с полюсными наконечниками батареи или трансформатора, обеспечив хороший контакт.
Можно использовать клеммы от автомобиля, чтобы плотно подсоединить кабели к аккумулятору, ну а к рессорам можно зажать кабели с помощью болтов с шайбами, или мощных зажимов «крокодил» (типа сварочных). Причём полярность при подключении рессор может быть любая.
а — толщина наплавки 0,1 мм, б — толщина наплавки 0,25 мм, в — толщина наплавки в 0,5 мм.
Прокатку выполняют несколько раз, и при этом поверхность наружной обоймы постепенно покрывается большим количеством мелких привариваемых бугорков из металла рессор (см фото слева). И достаточно сделать несколько прокаток, и поверхность наружной обоймы подшипника уже наращивается до такого диаметра, что обойма уже не будет болтаться в своём разбитом отверстии.
На концы верхней рессоры полезно одеть резиновые перчатки и примотать их скотчем, или просто намотать изоленту. Это позволит избежать короткого замыкания рессор и порчи аккумулятора, если при прокатке верхняя рессора своим концом коснётся нижней рессоры.
Это часто случается, если диаметр восстанавливаемого подшипника маленький. И если подшипник уж очень маленького диаметра, то полезно при работе наоборот развернуть верхнюю рессору прогибом вверх.
При работе с аккумулятором, чтобы его не испортить,полезно вообще не защищать ржавчину на рессорах, так как ржавчина обладает дополнительным сопротивлением, которое будет препятствовать чрезмерному росту тока. Но при желании можно подключить и реостат, которым можно будет точно подобрать нужную силу тока.
Если же вместо аккумулятора будет использоваться сварочный трансформатор, то конечно лучше использовать тот, на котором есть регулировка тока. Сварочный ток выставляют в пределах 100 — 150 ампер, и чем ток больше, тем быстрее будет происходить наращивание металла, но и крупнее будут наплавляемые частицы.
Поэтому полезно подобрать золотую середину, чтобы и частицы наплавляемого металла (вкраплений) были не крупные, и возиться долго не пришлось. Можно потренироваться сперва на негодном подшипнике. Но как правило, для нормального увеличения диаметра 110- миллиметрового подшипника на 0,5 мм, потребуется ток в 150 ампер и примерно пять минут накатки. И при этом подшипник нагревается всего лишь до 100 градусов, а значит структура его металла не изменяется.
 После накатки, как видно на фотографиях, поверхность обоймы имеет несколько шершавый вид, что даже лучше, так как он никогда больше не провернётся в своем отверстии (сцепление шершавой поверхности лучше чем гладкой). Но всё же, если кто то захочет восстановить таким способом поверхность наружной обоймы до заводского гладкого состояния, тогда вполне возможно сделать покрытие в два раза толще (вместо 0,5 мм сделать 1 мм). А после этого отдать подшипник токарю, который заполирует обойму до гладкого состояния, сняв с поверхности примерно 0,5 мм.
После накатки, как видно на фотографиях, поверхность обоймы имеет несколько шершавый вид, что даже лучше, так как он никогда больше не провернётся в своем отверстии (сцепление шершавой поверхности лучше чем гладкой). Но всё же, если кто то захочет восстановить таким способом поверхность наружной обоймы до заводского гладкого состояния, тогда вполне возможно сделать покрытие в два раза толще (вместо 0,5 мм сделать 1 мм). А после этого отдать подшипник токарю, который заполирует обойму до гладкого состояния, сняв с поверхности примерно 0,5 мм.
Способом, описанным в этой статье, была восстановлена посадка провернувшихся в своих местах подшипников не только легковых автомобилей и мотоциклов, но и грузовиков, и были сэкономлены не малые деньги, так как картер или заднего , ступицу , или блок двигателя уже не нужно было менять, чего и вам желаю; удачи всем.







